
當前位置:鞏義市(shì)恒旭機械製造有限公司 > 新聞動態 > 正文
(二(èr))HC 軋(zhá)機的原理及板形控製1. HC軋機的原理
目前廣泛使用的四(sì)輥板帶軋機通常是采(cǎi)用具有(yǒu)原始凸度(dù)的工作輥和工作(zuò)輾液壓彎輥技術來控製板形的。但由於(yú)原始(shǐ)磨削凸度不能適應軋製規程(chéng)的變化,彎(wān)輥(gǔn)裝置受輥頸強(qiáng)度和軸承壽命等限製,板形控製的效果(guǒ)不十分理(lǐ)想,需研究新的板形控製方法。
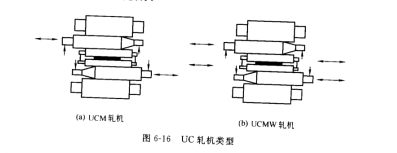
四輥(gǔn)軋機工作輾的撓度如圖 6-17 所示。由於在工作輥與(yǔ)支承輥的接觸壓扁上存在著有害的 A 區(qū),即大於軋製帶材寬度的工作輥與支承輥的接觸區,因此,在(zài) A接(jiē)觸區的接觸應力形成一個使軋輾撓度加大的有害彎矩。這樣工作輥的撓度不僅取決於(yú)軋製力,而且也取決中間輥彎輥裝置。根據 HCM六輥軋機的形式(shì)增加(jiā)中間輥彎輥裝置的 UC軋機稱為 UCM 軋機廠圖6-16(a),而具有中間輥和工作(zuò)輥都能抽動又(yòu)有中間輥彎曲裝置的 UC軋機稱為UCMW軋(zhá)機「圖 6-16(b)。UC軋機比 HC軋機具有更大(dà)的壓(yā)下量和更強的板形控製能力,可以(yǐ)軋製更薄、更寬、更硬的板帶,並能較好地控製複合(hé)浪形和邊部減(jiǎn)薄量,適(shì)合於軋製薄而寬且(qiě)具有一(yī)些(xiē)特殊要求的板材。





