
當前(qián)位置:鞏義市(shì)恒旭機械製造有限公司 > 新(xīn)聞動態 > 正文
筒式飛剪應用(yòng)比較廣泛,它裝(zhuāng)設在連軋機(jī)前、後或(huò)橫切機組上(shàng),用來剪切厚度小於12mm 的鋼板或小型型鋼。當作為切頭飛剪使用(yòng)時其剪(jiǎn)切厚度可達到 45mm,這種飛剪還可作(zuò)為(wéi)圓盤剪後麵的碎邊(biān)剪。
滾(gǔn)筒式飛剪的剪(jiǎn)切機構是在兩個轉動方向相反的滾筒上部裝有剪刃,如(rú)圖 10-3所示,工(gōng)作時(shí)兩個滾筒上剪刃相遇時便可實現剪切軋(zhá)件。剪切時剪刃的圓周速度 vy的水平分(fèn)速(sù)度等於或稍大與軋(zhá)件的運動速度。
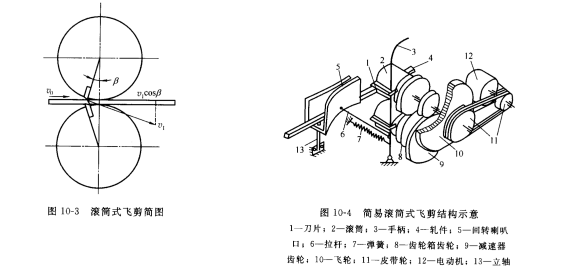
圖(tú) 10-4所示為某廠小型車間簡易(yì)滾筒式飛剪結構示意。它安(ān)裝於φ320機列與9250機列(liè)之(zhī)間的輸送輥道上,用來對運動著的軋件進行(háng)切頭或切除有缺陷的部分。
刀片1裝在滾筒 2上,滾筒 2 由(yóu)電動機 12 經皮帶輪 11和齒輪 9傳動,為了減(jiǎn)少電動機容量,在減速(sù)齒輪的高速軸上(shàng)裝有飛輪(lún) 10,刀片1的線速度等(děng)於或略大於軋(zhá)件4的運動速(sù)度。軋件進入滾筒之間是通過回轉喇叭口 5 實現的。軋件不剪切時,它由輸送輥道回轉喇叭口送向軋機,當軋件需要切頭或剪切有缺陷部(bù)分時, 可搬動手柄3,通過拉杆6,回轉喇叭口 5,以立軸(zhóu)13為中心,向(xiàng)飛剪的(de)滾筒方向回轉,使軋件進入滾筒剪(jiǎn)切,鬆開手柄,在彈簧 7 的作用下回轉喇叭(bā)口恢(huī)複原位。
因而在剪厚軋件時剪件端麵不平,故作為成品定尺飛剪,以剪切小型型鋼和薄板(bǎn)為宜。
(三)曲柄回轉杠(gàng)杆式飛剪
這(zhè)種(zhǒng)飛剪一般用於剪切厚度較大的鋼板或鋼坯。圖 10-5 所示為曲柄回轉杠杆式飛剪結(jié)構簡圖。剪切機構由(yóu)四連杆組成,刀架 1做成杠杆(gǎn)形狀,其一端(duān)固定在(zài)偏心套筒(曲柄)上,另一(yī)端(duān)則與(yǔ)擺杆 2相連。擺杆 2的擺動支點則連接在可升降的立柱 3上(shàng),立柱 3 可由曲杆 4帶動升降,達到空切目(mù)的。當偏心套筒(曲柄(bǐng))轉動時,刀架1作平移運(yùn)動,固定在刀架1上的刀片能垂直或近似地垂直於(yú)軋件。
由於這種飛剪在剪切軋件時刀架垂直軋件(jiàn),故(gù)可使(shǐ)剪切斷麵較為(wéi)平直(zhí);剪(jiǎn)切時刀片的重疊(dié)量也能得到保證,在剪切鋼(gāng)板時可以采用斜刀刃(rèn),以便減少剪切力。這種飛剪的缺點是結構複雜(zá),動力特性不好,因(yīn)而刀(dāo)片的運動速度不能太快。當作為切(qiē)頭飛剪時則擺(bǎi)杆 2 不(bú)是鉸接(jiē)在可升降的立(lì)柱3上而是鉸接(jiē)在固定架體上。
( 四)擺式飛剪
這(zhè)種飛剪用在橫切機組上剪切厚度小於6.4mm的板材(cái)。如圖 10-6所示,上刀架5 固定在擺動機 4上,擺動機架支承在主軸 1的一對偏(piān)心上,在主軸上共有兩對偏心,另一對偏心通過連杆7與下刀架6相連,使下刀架在擺動機架的滑槽內上下滑動。由於主軸上的兩對偏心位(wèi)置偏差180°,故當主軸轉動時,上刀架隨同機架 4下降而下(xià)刀架則上升(shēng),完成剪切運動。但這隻能剪靜止不動的軋件,為了能剪切運動著的軋件,就要(yào)使(shǐ)擺動機架能 夠(gòu)前後擺(bǎi)動。擺動機架下部與一個偏心連杆鉸鏈連接,偏心輪裝在後軸3上(shàng),當主軸1轉動(dòng)時,通過同步圓盤8、齒條9、小齒輪(lún) 10和後軸3上的
偏心輪連杆,使機架 4 以主軸 1為中心往複擺動,實現邊(biān)擺(bǎi)動邊剪切,剪切時上下刀架作近似平移運動,剪刃的水平分速度恰好等於軋件的運動速度。
由於這種擺動飛剪其擺(bǎi)動機架慣性較大,因而不適於高速(sù)剪切。





