
當前位置(zhì):鞏義市恒旭機械製造(zào)有限公(gōng)司 > 行業資訊 > 正文
軋機牌坊機架的作用
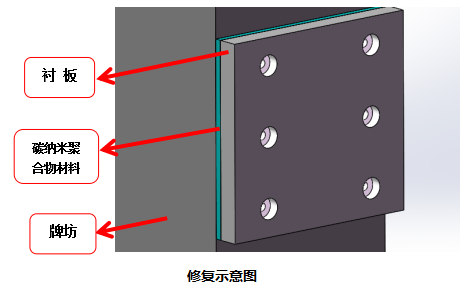
牌坊是(shì)通過滑板、滑塊來安裝(zhuāng)調(diào)整軋輥、軋輥軸承、軋(zhá)輥調整裝置和導衛裝(zhuāng)置等工作機座中的全部零件,並承受全部軋製力的作用(圖中(zhōng)黃色(sè)位置是滑板位置)。

機(jī)架(jià)是軋機工作機座中尺寸和重量較大的部件,軋輥軸承和軋輥調整裝置都安裝在機架(jià)上,機架承受巨大軋製力的作用。機架的牌坊是軋(zhá)機的****性零部件,因而對它的強度有很高的要求。
新軋(zhá)機牌坊的窗口公差常(cháng)在+0.3—+0.5mm範圍,來為軋輥軸承座建立穩定(dìng)而準(zhǔn)確的位置。經過(guò)多年使用軋機機(jī)架的狀態和定位由於各種因素的影響而惡(è)化。這就(jiù)導致了工作(zuò)輥和承輥定位(wèi)不準確以及軋輥軸(zhóu)承座(zuò)在軋機機架內的過(guò)量移動等一係列問題(tí)。
基於各種力量都(dōu)有助於惡化多年連續使用的軋機機架(jià)。疲(pí)勞、塑性變形和物理位移導致過度間隙和軋機定(dìng)位不準確。
與軋機機架校(xiào)準有關的較常見問題是軸承座和牌(pái)坊之間日益增(zēng)大的間隙。軸承座對軋機機架(jià)的連續衝擊加上襯墊表麵的腐蝕,可以很快(kuài)導致支(zhī)撐部分變形。由於這種間距增大,軸承座被賦予了更多的移動(dòng)自由。經過檢查許多軋機機架17C.COM一起草入口注意到間隙缺口的(de)增加在機架整個(gè)高度上是不一致的,較大的間隙出現在軋製線下麵。在傳動側和(hé)操作側之間也(yě)有明顯的差異。這種過度的(de)移動結合(hé)位(wèi)置的變化造成了不必(bì)要的垂直偏差,從而導(dǎo)致工作(zuò)輥交(jiāo)叉(chā)。
這種過度磨損的軋機軋製的產品在測量時會有表麵(miàn)狀況不理想的(de)板(bǎn)材製品,在板材長度方向上會檢測出拱形,降(jiàng)低軋製長度。
持續(xù)的衝擊載荷帶來的軋機機架表麵的(de)****變形(xíng)會由於材料的腐蝕(shí)劣(liè)化而進一(yī)步惡化。當襯墊開始運動時,固定螺栓會鬆動,無法將襯墊牢固的固定在牌坊壁上。這就為來自(zì)軋(zhá)製過程的乳(rǔ)液、蒸(zhēng)汽和(hé)汙染物進入(rù)襯墊後麵創造了機會,從而增加(jiā)了襯墊背(bèi)部材料和牌坊(fāng)本身的腐蝕效率。這一理論經前麵所示結果(guǒ)得到加強,較大(dà)的間隙發生(shēng)在腐蝕原件接觸的位置。
軋機牌坊機架產生磨損的主要原因分析
(1)金屬疲勞磨損:軋機牌(pái)坊運行(háng)過程中受到各個方向的力(lì)的不斷衝擊,襯板本(běn)身(shēn)以(yǐ)及襯(chèn)板和牌坊的配合麵會產生正常的金(jīn)屬疲勞磨損,這是金屬本(běn)身具有的特性導致的;
(2)冷卻水腐蝕:由於襯板和牌坊之間的配合麵是金屬與(yǔ)金屬之間的配合,金屬在加工過程中及時達到相當高的表麵(miàn)光潔度(dù)和平(píng)麵度,但是兩(liǎng)個部件在配合上無法達到100%的配(pèi)合,這樣便造成了配合麵之間間隙的產生。生產(chǎn)過程中冷卻水會進入襯板(bǎn)與軋機牌坊的配合麵間隙內,冷卻水會對軋機牌坊表(biǎo)麵造成(chéng)腐蝕,形成一層氧化層,這樣在軋製過程中,襯板會對鬆動(dòng)的氧化層造成緊壓拍擊等,這樣間隙會進一步的增加,進而(ér)導(dǎo)致牌坊(fāng)本身腐(fǔ)蝕磨損越來越嚴重(chóng),直至影響軋(zhá)製產(chǎn)品的質量。循環冷卻水對軋機牌坊的腐蝕,是軋製牌坊腐蝕磨損的最主要原因之一。
(3)軋(zhá)機運行過(guò)程中,緊固襯板的螺栓出現鬆動及螺栓拉長:襯(chèn)板緊(jǐn)固螺栓需要定期(qī)檢查和(hé)緊固的,正常檢查時間應該在更換軋輥時。由於設(shè)備管理問題,緊固螺栓得不到有效及時(shí)地緊固(gù),襯板和軋機牌坊之間便會產生一(yī)定的間隙(xì),這樣運行過程中,襯板(bǎn)對牌坊本身產生一定的拍擊,短時(shí)間內導致牌坊表麵的金屬疲勞,進而造成牌坊的磨損。
索(suǒ)雷專家認為軋機牌坊機架修複要點如下
(1)修複部位(wèi)有足(zú)夠(gòu)的強度,以滿足軋機(jī)牌坊與軸承(chéng)箱體的(de)各種軋製力(lì)和衝擊力(lì);
(2)保證修(xiū)複後,襯板與材料之間以及材料與牌坊之間形成100%的配合(hé)麵,避免間隙的產生,防止冷卻水的侵入腐蝕和三者之間衝擊的產生;
(3)保證修複後,襯板之間的平行度和中心(xīn)位置;
(4)螺(luó)栓孔(kǒng)的(de)完好率,螺栓孔的有效性是緊固(gù)襯板的主要措(cuò)施,也是避免(miǎn)出現間隙的主要措施。
軋機牌坊機架磨損(sǔn)衝刷腐蝕的解決(jué)方法
(1)補償法:即通過機械加工去除材料,清除牌坊表麵受損層找平接觸麵,擴大的尺寸通過增加襯板厚度來補償。這種修複方式操(cāo)作簡單方(fāng)便,但未改變牌坊麵的性質,使用一段(duàn)時間後牌坊表麵又會受到腐蝕磨損(sǔn)而失效,而且(qiě)多次機加工將會對牌坊的強度和剛度產生不利影響。
(2)添加墊片:添加墊(diàn)片一直是比較傳統的修複措施,由於取材方(fāng)便安裝簡(jiǎn)單,是一線維修常用的方法,較大弱點是使用周期不(bú)長,更換頻繁,工人勞動強度大,效果不(bú)明顯。
(3)補焊:采用在(zài)線補(bǔ)焊後在進行磨削工藝,手工電弧焊可恢複磨(mó)損較大的尺(chǐ)寸,但在這樣的剛性結構上進行(háng)大(dà)麵積電弧堆焊,可能造成(chéng)牌(pái)坊結構的變(biàn)形。如果結構發生扭曲,失穩變形這將是(shì)致命的,無法再進行矯正,這是生產中決(jué)不允許發生的事情。並且修複後與滑板的配合麵不(bú)夠緊密,難以避免冷卻水的滲入(rù)侵蝕造成的金屬鏽(xiù)蝕問題。
(4)激光焊接:激光焊接是現在比較常用的焊接工藝,其特點是焊(hàn)接強(qiáng)度高、熱(rè)應力小、焊接硬度高的優勢普遍應用在要求精度高(gāo)的設備。但(dàn)其弱勢也比較明顯,工藝複雜、設備繁多(duō)、修複時間長以及費用(yòng)昂貴,同樣修複(fù)後與滑板的配合麵不夠緊密,難以避免冷卻水的滲入侵蝕造成的金屬鏽蝕問題。
索(suǒ)雷工業在線修複軋機牌坊衝刷磨損技術及(jí)方案
索雷碳納米聚合(hé)物材料類(lèi)似一種冷焊(粘結)技術,利用滑板與軋機牌坊(fāng)的配合關係進行尺寸恢複,材料優(yōu)點是粘結力好,良(liáng)好的抗(kàng)壓(yā)性(xìng)能、抗衝擊性能及具備金屬所具有的(de)彈性變形(xíng)等。碳納米聚合物材料使用過程中不會產生高(gāo)溫,不(bú)會產生(shēng)金屬疲勞磨損,接觸麵積達到100%避(bì)免冷卻水(shuǐ)的侵蝕,在保護設(shè)備(bèi)本體不受(shòu)損傷同(tóng)時且修複(fù)過(guò)程中不受磨損量的限製。
(1)索(suǒ)雷碳納米聚合物材料應用在軋機牌坊方麵的技(jì)術特性:
① 該材料具備較強的防化學腐蝕性(xìng)能及抗腐蝕性能,材料固(gù)化後可以抗多種化(huà)學介質的腐蝕;
② 具有可塑性和觸變性,該材料在未固化前是軟體膏狀物,可以任意成型,可以侵入細微的(de)間隙(xì)中,因此完(wán)全避免襯板與機架本身的配合間(jiān)隙,達到100%麵的配合,避免冷卻水侵入間隙內造(zào)成腐(fǔ)蝕;
③ 具有優異的抗壓性能和抗衝(chōng)擊性能,;
④ 不(bú)具備金屬疲(pí)勞性。當金屬發生金屬疲勞會造成****變形(xíng)或(huò)尺寸(cùn)偏差而形成的配合間隙;碳納米聚(jù)合物(wù)材料具備一(yī)定的彈性,在受到衝擊時會吸(xī)收抵消金屬(shǔ)與金屬之間的直接衝擊,從而(ér)避免(miǎn)金屬的直接磨損;
⑤ 具有較(jiào)強的粘結強度和固持(chí)力可以避免因襯板螺栓鬆動導致的磨損現象。
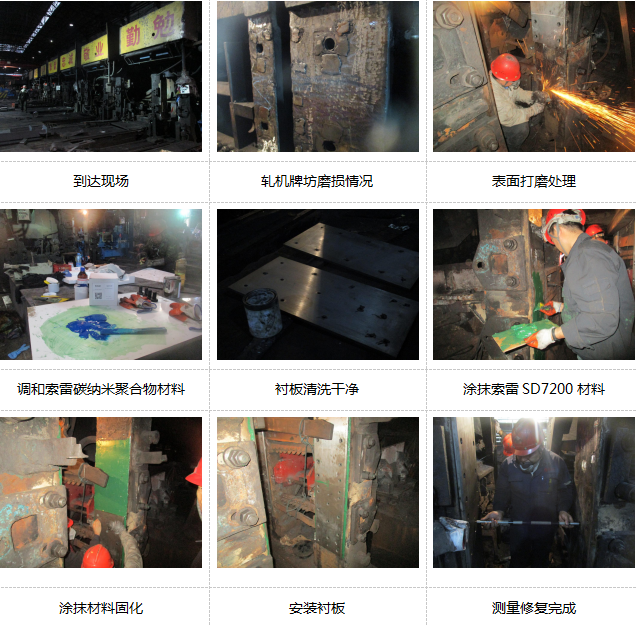
(2)現場修複步驟:
① 根據要求提前準(zhǔn)備好相應的測量工具和專業的測量人員,以便(biàn)襯板安裝時調整(zhěng)襯板安裝的基準尺寸;
② 根據襯板的尺寸決定修複工藝,如果(guǒ)襯板的(de)尺寸相對較大,安裝時受(shòu)到材料的(de)擠壓容易變形,則需要在(zài)襯板表麵提前加工M10 x 1的注料孔,數量可根據實際情況而定,采用注料的工藝;如果襯(chèn)板的尺寸較小,且整體(tǐ)強度較大,不易發生變形,則(zé)可以使用(yòng)部件對應關係修複(fù)工藝(yì)進行修複;
③ 表麵處理(lǐ):表麵烤油(yóu)處理,然後使用角磨機去除表麵鬆動的氧化(huà)層,較後進行(háng)牌坊表麵噴砂處理;
④ 建議更換(huàn)使用新襯板,並將襯(chèn)板表麵(miàn)清洗幹淨;
⑤ 在襯板上提前點焊上4-6個M16螺母(mǔ),作為頂絲孔使(shǐ)用,同時準備好相應(yīng)的螺栓作為頂絲使(shǐ)用;
⑥ 準備好相應的襯板安裝工具和人員,測量工具(jù)和測量人員到位;
⑦ 襯板表麵及螺栓表麵提前刷脫模劑SD7000,晾幹備用;
⑧ 根據提(tí)前確定的修複工藝實施修複:
采用部件(jiàn)對應關係修複方式,則將調和好的索雷碳(tàn)納米聚合(hé)物材料直接塗抹至軋機牌坊表(biǎo)麵,然後迅速安裝襯板,邊緊固襯板的同時,邊測量(liàng),邊采用頂絲(sī)進行精度調整,較後材料加熱固化後再次緊固襯板固定螺栓,完成(chéng)修複。
(3)軋機牌坊機架磨損衝刷腐蝕的修複案例
(1)機架牌坊衝擊磨損修複
(2)精軋機牌坊機架磨損修複

(3)粗軋機機架(jià)砧鐵配合麵磨損衝刷修複






