當前位置(zhì):鞏義市恒旭機械製造有限公司 > 新聞動態(tài) > 正文
(五)閃光焊機
閃光焊機是將(jiāng)已被剪切機剪齊的前卷帶鋼尾部與來料後卷的帶鋼(gāng)頭部進行(háng)閃光焊(hàn)接為帶鋼的連續酸洗機軋製做準備。
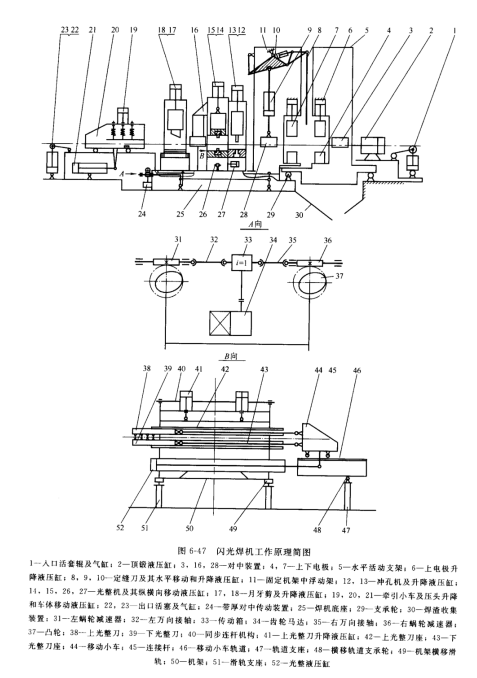
閃光焊機由電機及焊接裝置,焊縫(féng)定位裝置,帶鋼與機(jī)組線對中裝置,衝孔裝置,光正裝置,月牙剪,帶(dài)鋼板厚對中裝置機焊(hàn)渣收(shōu)集裝置(zhì)組(zǔ)成,圖6-47所(suǒ)示為閃光焊機工(gōng)作原理簡圖。
電極及焊接裝置用以完成帶鋼尾部與來料帶鋼頭部的焊接,該裝置由頂(dǐng)鍛(duàn)液壓缸 2、水平活動機架5、上下電極 4 和7、上電極升降液壓缸6、定縫刀8、定縫刀(dāo)水平移動液(yè)壓缸9、定縫刀升降液壓缸 10、牽引小車(chē)升降液壓缸 19、牽引小(xiǎo)車 20 及牽引小(xiǎo)車行走液(yè)壓缸 21 等部件組成(chéng)。定(dìng)縫刀、定縫刀水平移動液壓缸和升降液壓缸用以保證焊縫的位(wèi)置和焊(hàn)縫寬度。上下電極及上電極液壓缸用以壓緊帶鋼尾部和(hé)來(lái)料帶鋼頭部,兩電極通電在焊(hàn)縫處產生閃光電弧(hú)。熔化帶鋼尾部和來(lái)料帶鋼頭部,將帶鋼尾部與來料帶鋼頭部頂鍛焊接。頂鍛液壓缸(gāng)及水平(píng)活動機架(jià)用以使來料帶鋼頭部靠(kào)緊定縫(féng)刀及頂鍛焊接。牽引小(xiǎo)車用(yòng)以壓緊帶鋼尾部,並使其(qí)向後移動靠(kào)緊定縫刀。電極及焊接裝置工作過程;定縫水平和升降液壓缸工作; 定(dìng)縫刀下(xià)移;活動(dòng)機架上的(de)上電(diàn)極液(yè)壓缸工作;上電極下移壓緊來料帶(dài)鋼頭部;頂鍛液壓缸工作;活動機架隨同來(lái)料帶鋼一(yī)起前移,使其頭部靠緊定縫刀;牽引小車壓(yā)頭升降液(yè)壓缸工(gōng)作;壓緊帶鋼(gāng)尾部(bù);牽引小車行走液壓缸工作;牽引小車隨同帶鋼尾部後移(yí),使其靠緊定縫(féng)刀;帶鋼尾部處上電極液壓(yā)缸工作;壓緊帶鋼尾部; 定縫刀抬(tái)起; 電極通電(diàn),焊縫處鋼板溫度升高;頂鍛液壓缸左移(yí),頂鍛(duàn)焊接;複位;帶鋼前移至光整刀處。
衝孔裝置由衝孔機和衝孔升降液壓缸 12組成(chéng)。衝孔液壓缸工作,衝頭下移,在焊縫附近處衝一****保留圓孔,用以(yǐ)標記該處為焊縫。
光整裝置的作用是將焊縫處凸(tū)出的金屬創平。 見 B 向視(shì)圖,該(gāi)裝置由上下光整刀 38和39、同步機構 40、上光整刀升降液壓缸 41、上(shàng)光整刀座 42、下光整刀座 43、移動小車(chē)44、連杆 45、移動小車軌道 46、機架橫移滑(huá)軌 49、機架 50、滑軌支座 51、光整液壓缸 53 及橫移液壓(yā)缸 27 等部件組成(chéng)。上下光整刀(dāo)用以光整帶鋼焊縫(féng)處上下表麵,縱向移動(dòng)液壓缸帶動移動小車和連接杆用以實現上下(xià)光整刀縱向運動。橫向液壓缸用以實現上下光(guāng)整刀連續創削的進給運動。上光整刀升降液壓缸(gāng)用以實現上光整刀座的(de)升(shēng)降。光整裝置的工作過程是;首先牽引小車(chē)壓緊帶鋼板,並將其牽引至接近光整刀處;光(guāng)整移動液壓缸工作,通過移動小車和連(lián)杆,實現上下光整刀縱向刨削運(yùn)動;當光整刀(dāo)返程時,橫向移動液壓缸工作,使活動機(jī)架(連同光整刀一齊)在滑軌(guǐ)支座上作橫向運動,實現了光整刀的進給運動(dòng)。
月牙剪裝置由月(yuè)牙剪 17和月牙剪升降液壓缸 18組(zǔ)成。月牙(yá)剪升降液壓缸工作,月牙(yá)剪上刀下移,在帶鋼兩邊焊縫處剪成兩個月牙(yá)形(在帶(dài)鋼板兩側各安裝一台月牙剪),月牙形的(de)作用是減小(xiǎo)帶鋼在軋製過程(chéng)中在焊縫處產生的應力(lì)集中,避免因帶鋼張力過大造成焊縫被拉斷。
對中裝置的作(zuò)用是保(bǎo)證帶鋼尾部和來料帶鋼頭對中機組(zǔ)線,並使帶鋼尾部與來料帶(dài)鋼頭部邊緣平齊(qí),以便焊接。用液壓缸實現對中(對(duì)中液壓缸在圖中未(wèi)畫出)。
帶鋼板厚對中裝置的作用(yòng)是使(shǐ)焊(hàn)縫處帶鋼尾部和來料帶鋼頭在厚度方(fāng)麵(miàn)基本平齊, 確保焊接質(zhì)量。如圖 6-47A 向視圖,帶(dài)鋼板厚對中(zhōng)裝置由電動機 34、減速(sù)器 33、萬向聯軸節 32 和(hé) 35、蝸輪蝸杆減(jiǎn)速(sù)器31和 36、凸輪37 及固(gù)定機架中(zhōng)的浮動機架 11(見圖 6-47)等部件組成。兩側各有(yǒu) 2個凸輪,凸輪安裝在浮動機架下麵,凸輪轉動使浮動機架的升降,從而實現了在焊縫處板厚對中。
閃光焊機整個工作過程都是自動監測(cè)和(hé)計算機控製。(六)拉伸彎曲矯直機(jī)
由於冷軋機組線上帶鋼板的(de)運動速度高,且帶鋼板的(de)厚度較薄,一般輾式矯直機(jī)難(nán)以完成帶(dài)鋼板的矯直任務。拉伸彎曲矯直機是冷軋板生產必(bì)不可少的設備。
拉伸彎曲矯直機(jī)是使(shǐ)帶鋼產(chǎn)生一定(dìng)延伸率和彎曲曲率,產生拉伸(shēn)彎曲變形,進而(ér)矯直。拉(lā)伸彎曲變形對帶鋼有破磷作用,並使帶鋼表麵的(de)氧化鐵層產生龜裂,為帶鋼的(de)連續酸洗做準備。
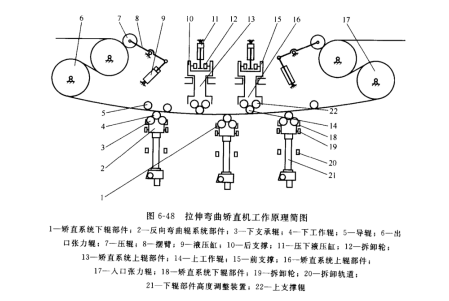
圖(tú) 6-48 所示(shì)為拉伸彎曲矯直機工作(zuò)原理簡圖。拉伸彎曲矯直機由張力輥及張力輥主傳動裝置(zhì)、壓輥裝置(zhì)、上矯直輥裝(zhuāng)置和下矯直輾裝置(zhì)組(zǔ)成。
壓輾裝置的作用是壓緊帶鋼板,增大帶鋼板與張力輥之間的摩擦力,從而確保入 口張力(lì)輥與出口張力輾之間的帶鋼板有足夠的張力。壓輾裝置由壓輥 7、擺臂8 和液壓缸 9 組成。
上矯直輥裝(zhuāng)置由壓下油缸 11、後支撐 10、上輥部件13及上矯直輥等部件(jiàn)組成。壓下油缸用以實現上矯直輾壓下,為(wéi)保證矯直效果,選用直徑較小(xiǎo)的工作輾,並在每根工作輥的(de)背麵放置了兩個(gè)直徑較大的支撐輾,用以保證工作輥有(yǒu)足夠的剛度。
下矯直輥裝置與上矯直輥裝置基本相同,主要區別是(shì)下輥高度調整裝(zhuāng)置采用了蝸輪蝸杆傳動。
張力輥及其主傳動裝置的作(zuò)用是使帶鋼板產生足夠的張力,確保其拉伸變形。圖 6-49 所示為張力輥主傳動裝置簡圖。
張力輥裝(zhuāng)置由電動機(jī)、製動器、聯(lián)軸節(jiē)、蝸輪蝸杆減速器、齒輪(lún)箱、萬向接軸和張力輥等部件組(zǔ)成。兩邊電動(dòng)機分別驅動入口(kǒu)和出口張力輥,中間大電機(jī)使入口和出口張(zhāng)力輾產生轉速差,從而使帶(dài)鋼板(bǎn)有足 夠的(de)張力,中間小(xiǎo)電機(jī)用於
檢測。
(七)碎邊剪切機
碎邊剪切機用於薄板剪切,它(tā)與圓盤剪切機配合,用以將帶鋼板邊緣(yuán)剪齊,碎邊(biān)剪安裝在(zài)圓盤後麵,將圓 盤(pán)剪剪成的帶鋼條(tiáo)剪碎,以便收集 和
運(yùn)輸。
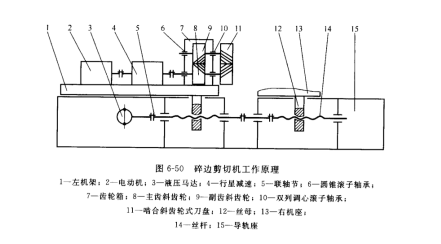
由於帶鋼板兩邊都需剪齊,在帶鋼邊緣兩側各安裝一台(tái)碎邊剪,每台碎邊剪各有(yǒu) 2 個刀頭(tóu),每個刀頭上有6~8把刀,如同齒輪齧合一樣,靠上下(xià)刀的齧合(hé)過程把圓盤剪切下來的廢邊剪成一段一段的碎片。圖(tú)6-50 所示(shì)為碎邊剪切機工作原(yuán)理(lǐ)。
碎邊剪切機由刀頭及刀頭主傳動裝置和活動機
架移動裝置組成。
主傳動裝置的作用是用以(yǐ)實現刀(dāo)頭的齧合運(yùn)動,完成(chéng)廢邊切碎。該裝置由(yóu)電動機 2、行星減速(sù)器 4、齒輪箱7及刀頭11 等部件組成。電動機通過聯軸節、減(jiǎn)速器及齒輪(lún)箱實現刀(dāo)頭轉動。
(八)活套
冷軋板(bǎn)生產是連續生(shēng)產(chǎn)線,若在生產線上出(chū)現小故障或因工藝原因使帶(dài)鋼運動短暫停止(zhǐ)(如閃光焊機工作時),勢必要造(zào)成整個生產線停車,因此,在生產線上必須設置活套,一般在酸洗軋(zhá)機線需設置兩個活(huó)套(tào),閃光焊機與(yǔ)酸洗之(zhī)間設置一個活套。為貯備足夠的帶鋼板,活套長度為100m 以上,若用一(yī)台活套車,可貯備兩層帶鋼,若(ruò)用兩台活套車, 可貯備四層帶鋼(gāng),活套的長度及活套(tào)車的數目應由軋製速度和暫停時間確定。
活套的作用是(shì)貯存或(huò)排出帶鋼,以保證酸洗和軋機連續運行。
活套由機架、活套車、卷揚機及鋼絲繩導衛裝置組(zǔ)成。卷揚(yáng)機鋼絲繩牽引活套車在活(huó)套機架軌道上運行。
1.活套車
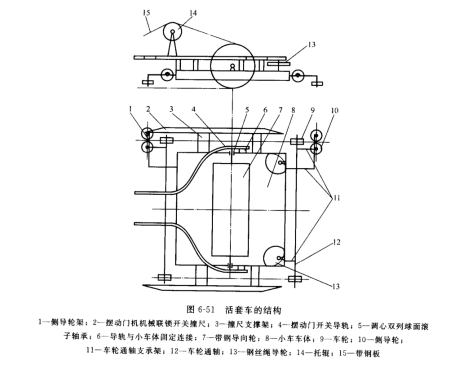
活套車的(de)作用是牽引帶鋼。圖 6-51所示為活套車的結構。
活套車主要由小車體8、帶鋼導向輪7、鋼絲繩導輪 13、車輪 9、橫向定位(wèi)側導(dǎo)輪 10 及開(kāi)擺動(dòng)門裝置等部件組成。側導輪安裝在軌道的兩麵,起一般車輪的輪(lún)緣作(zuò)用,實現了活套車(chē)橫(héng)向定位。鋼絲繩通(tōng)過(guò)繩輪牽引|活(huó)套車運行。撞尺 用(yòng)幹撥動擺動門的撞輪。使撞輪向外(wài)分開。擺動門(mén)開關導軌為一曲線槽,擺動門(mén)的導輪沿著該槽運動,使擺門打開。撞尺和擺動(dòng)門開關導軌聯合工作實現了擺動門(mén)開(kāi)啟。
2.擺動門
擺動(dòng)門上的擺動托輾(niǎn)用以托住帶鋼板,起到托(tuō)輥作用。該輪位於活套車運動(dòng)的水平線上, 當活套車運行到該輥(gǔn)處時,托輾必須打開,兩(liǎng)個(gè)擺動托輥向兩側分開(kāi),故稱為擺動門。當活套車返回,並(bìng)且(qiě)過了該輥後,擺動門(mén)自(zì)動關(guān)閉,繼續托著活套車(chē)後麵(miàn)的(de)帶鋼板。圖 6-52所示為擺動門的結構(gòu)。
擺動門由擺動門托輾 2、導輥3、導衛輥5、擺臂(bì)7、撞輪 10、扇形板12、複位彈簧13 (拉力彈簧)、鎖銷14、擺臂轉向軸(zhóu) 8 及(jí)聯鎖連杆15 等部件組成。導衛輥(gǔn)用以防 止上帶(dài)鋼板跑偏。 擺動(dòng)托輥、擺臂及扇形板剛性聯接。 可繞扇形板 上的鉸鏈轉動。 當撞尺撞擊撞輪(lún)後,撞輪向外分開(kāi),撞輪和鎖銷都安裝在聯鎖連杆上,撞輪(lún)向外分開的同時,鎖銷也向外分開,聯鎖連杆順時針轉動, 鎖銷脫離扇形板上的鎖(suǒ)槽,這時可允(yǔn)許(xǔ)扇形板連(lián)同擺動托輥繞擺臂轉向軸轉動。