當前(qián)位置:鞏義市恒旭機械製(zhì)造有限公司 > 行業資訊 > 正文(wén)
金屬受到(dào)外力作用後,首先產生彈性變形,當(dāng)外力增(zēng)加到某一極限時,開始由彈性變形過度到塑性變形(xíng)。隨著外力的繼(jì)續增大,塑性變形也繼續增加。塑性變形條件就是材料由彈性狀態進入塑性狀態的條件。
在材(cái)料拉伸實驗中,當拉伸應(yīng)力等於材(cái)料的屈(qū)服(fú)極限時(shí),就產生塑性變形,對一定材料在特定的實驗條件下的道德屈服極限為一定(dìng)值。材料實驗的條件是;變形溫度為室溫(wēn);變形程度很小,試件產生殘餘伸長(zhǎng)為原始長度的0.2%;變形速度小,對於一般材料,試(shì)驗機(jī)所產(chǎn)生的變形速度僅為u=6×10-4S-1。因此在(zài)材料力學中得到的屈服極限時有條件的屈服極限。
軋(zhá)製時使(shǐ)金屬產生塑性(xìng)變(biàn)形也有一屈服極限,即成為變(biàn)形阻力。顯然用(yòng)材料力學中的屈服極限時不(bú)對的(de),一次軋製時的加工條件與材料力(lì)學(xué)實(shí)驗條件有很大區別(bié)。例如,軋製時溫(wēn)度在900~1100℃,變形程度達50%,變形速度可(kě)達10×10s-1,而且軋製時應力狀態很複寬展受到接觸麵上摩擦力的限製,使變(biàn)形區(qū)內的金屬(shǔ)呈三(sān)向壓應力狀態。
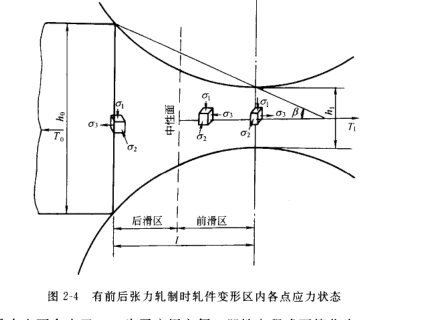
變形區內各點的應(yīng)力狀(zhuàng)態是不均(jun1)勻的。在有前後漲力軋製時,變形(xíng)區中部呈三向壓應力狀態,靠近入口和出口處(chù),由於張力的作用,金屬呈一向(xiàng)拉應力和兩向壓應力狀態,如(rú)圖2-4所示。變形區內應力狀態的形成,主要(yào)是由(yóu)於接觸弧上單位壓力和摩擦力(lì)的影響。單曹成應力狀態分布不均勻的現象,則受到很多因素的(de)影響。
變形能定值理論(lùn)認為,於是出於應力狀態的物體中的某一點進(jìn)入塑性狀態,必須時改點的彈性形狀變化為能達到材料所允許的(de)極限值,並且(qiě)該(gāi)極限值和應力狀態的種類無關,而為(wéi)一常數。由變形能定值理論可推到初軋(zhá)件產生(shēng)塑性變形的條件——塑性方程式。
(a1-a2)2+(a2-a3)2+(a3-a1)2=2a2
式中a1,a2,a3——三個主應用;
a——金屬塑性變形阻力,它隻決定於材料種類(化學(xué)成分)及變形條(tiáo)件(變形溫(wēn)度,變形程度,變形速度(dù)),而與盈利狀態無關。
由於三個主應力是按其大小順序定義的,即有a1>a2>a3,所(suǒ)以(yǐ)中間主應力a2的(de)值
可能等於a1,較(jiào)小(xiǎo)也不會小於a3.為老應(yīng)用方便,塑(sù)性方程可簡化為
a1—a3=βa
式(shì)中(zhōng),β為考慮中(zhōng)間主應力a2的(de)影響(xiǎng)係數,β值在1~1.5範圍內變(biàn)化板帶軋製時,可取β=1.15.