
當前位置:鞏義市恒旭(xù)機械製造(zào)有(yǒu)限公司 > 行業資訊 > 正文(wén)
寬(kuān)帶冷軋設備
冷軋是(shì)冶金生產中一個重要環節。冷軋板在(zài)國民經濟建設中起著重要(yào)的作用,廣泛應用在汽車(chē)製造、拖拉機製造、電氣(qì)產品、機車車輛、造船、航空、精密儀表、民用建築(zhù)、家(jiā)電及食品罐頭等行業中。隨著產品精度的提高,對冷軋板質量要求越來越高,產(chǎn)量的要求(qiú)越來越大。

一、冷軋生產特點
冷軋原料為熱連軋 4~5mm 的帶鋼卷,冷軋產品為冷軋板和熱鍍鋅板。冷軋與熱軋相比較,有以下特點。1.產品精度高
目前設計熱連軋機組可(kě)能軋製較小厚度為 1.2mm,但實際生產都(dōu)在 1.8mm 以上(shàng),而現代冷軋寬帶機可生產0.2~0.3mm 的冷(lěng)軋薄板。從厚度精度上看,現代熱連軋板的(de)厚度精度為±50μm,現代冷軋板的厚度精度可高達±5μm。熱連軋板的(de)表麵粗糙度為 25μm,而冷軋板的(de)表麵粗糙度可高達0.2μm。
2.性能(néng)好、用途廣泛(fàn)
冷軋板塑性好,一般是熱軋板的兩(liǎng)倍。適於製(zhì)造深度衝壓成形產品。
3.設備精度高
由於(yú)冷軋板的精(jīng)度高,從而要求設備的製造精度和維護精度高。
4.生產自動化程度高、自動控製先進(jìn)冷軋生產已(yǐ)實現全部自動化。主要生產線(xiàn)采用計算(suàn)機控製,並設有板形控製係統及設備監測與(yǔ)故障診斷等(děng)係統。
5.冷軋生產連續性高
二、冷軋生產工藝及設備
冷軋廠生產工藝流程(chéng)如(rú)圖 6-41 所(suǒ)示。寬帶冷軋由酸洗軋製線(也稱為酸洗軋製機組)、連續熱鍍鋅線及退火精整線組成。
步進(jìn)梁運輸機位於酸洗-軋機(jī)聯合(hé)機組的入口,將吊(diào)車吊來的(de)熱軋帶鋼卷沿著機組一步一步地運向鋼(gāng)卷準備站及(jí)開卷機。圖 6-42 所示為步進梁運輸機工作原理簡圖。步進梁運輸機由步進梁體、壓輪、支承輪、升降液壓缸、連杆(gǎn)、走行液壓缸、鞍座及鞍座軸向移動液(yè)壓(yā)缸等部件組成(其(qí)中;鞍座、鞍座軸向移動液壓缸在圖中未畫)。步(bù)進梁體 2 上共(gòng)有 5個帶鋼卷為對中卷位,它是一個可軸向移動的鞍座,用一液壓缸實(shí)現鞍座軸向移動。
步進梁體 1起到(dào)支撐和輸送帶鋼卷的作用。走行液壓缸 6 實現步(bù)進梁的(de)左右移動。升降(jiàng)液壓缸 4起到步進梁體的升降作用。支承輪 3 起到支(zhī)承步進梁部件及帶鋼卷重的作用,並與壓輪 2限定步進梁件僅能左右移動。
步進梁運輸機的工作過程; 開始時步進梁體處於右極限且低位,走行液壓缸及升降液壓缸的活塞處於縮回的狀態,升降液壓(yā)缸無杆腔進油,活塞杆伸出,步進梁體上升,托起(qǐ)帶鋼卷。走行液壓缸無杆腔進油,運送帶鋼卷前進,當步進梁體運動到左極限位置時,停 止進油,升(shēng)降液壓缸有杆腔進油,步進梁體下降,且(qiě)與帶鋼(gāng)卷脫離,走行液壓(yā)缸有(yǒu)杆腔進油,步進梁(liáng)體(tǐ)右移,進而進(jìn)入下一工作(zuò)過程(chéng)。
步進梁運輸機與鏈式帶鋼卷輸送機相比較,具有工位準確(què)、操作簡單(易實現自動化操作)、維(wéi)護方便、故障率低等優點。

鋼卷小車(chē)、磁性喂料機與開卷機位於同(tóng)一處,鋼卷小車在下方,磁性(xìng)喂料機在上方(fāng),兩台開卷機位在中間(jiān)且分別置於鋼卷的兩側(cè)。圖(tú)6-43所(suǒ)示為鋼卷小車、磁性喂料機與開卷機 布置圖。

鋼卷小車用來承接由步進梁送來的軸心線與機組中心線一致的帶鋼卷,鋼卷小車(chē)的回轉台需將帶(dài)鋼卷旋轉 90°,使鋼卷軸線垂直於機組中心(xīn)線,以便開卷與軋製。再通過鋼卷直(zhí)徑檢測裝置測量(liàng)鋼卷直徑位置,確保鋼卷小車升降裝置把鋼卷內孔中心對準開卷機錐頭中心。鋼(gāng)卷(juàn)小車的支撐輥轉動展開帶頸(帶鋼頭),磁力喂料機將帶頸吸住, 且與鋼卷小車配合,一起將帶頸送入六輾矯直機(jī)。小車升降台在兩台開卷機卷筒分別由兩側伸(shēn)入鋼卷內徑並脹緊後下降,小車返(fǎn)回原位。
鋼卷小車(chē)由行走裝置、升降裝置、回轉裝置及使鋼卷轉動的滾動裝置組成。圖 6-44 所示為鋼卷小車工作原理簡圖。

回轉裝置的作用是使帶(dài)鋼卷旋轉 90°以(yǐ)便開卷。滾動裝置與磁性喂料機配合使帶頸伸入六輥矯直機。升降裝置在檢測的(de)監控下確保鋼卷內孔中心與開卷機卷筒中(zhōng)心一致。行走裝置的作用是保證帶鋼卷對中。
回轉裝置由液壓馬達6、小齒輪和大齒圈7及旋轉台8 等組成,液(yè)壓馬達帶動小(xiǎo)齒輪轉動(dòng),小齒輪帶動大齒圈,從而實現了回轉台的轉動。
升降裝置由(yóu)液壓缸 1、升降架 5及滾輪11、車體滑道等組成,液壓缸實現了升降架的升降(jiàng),滾輪起到減小摩擦作用。
滾動裝置由液壓馬達14、托輥(gǔn)9、鏈條 10和鏈輪等部件組成。液壓馬達通過鏈傳動實現(xiàn)了托(tuō)輪的轉動。
行(háng)走裝置由軌道 2、行走(zǒu)輪(lún) 3、液壓馬達14、齒輪齒條 13 等部(bù)件組成。液壓馬達通過齒輪齒條(tiáo)傳動實現了小車行走。(三)磁性喂料機
磁性喂料機由小車(chē)行走裝置、小車橫移裝置(zhì)及磁性喂料裝置組(zǔ)成。圖 6-45 所示為磁性喂料機原理簡圖。
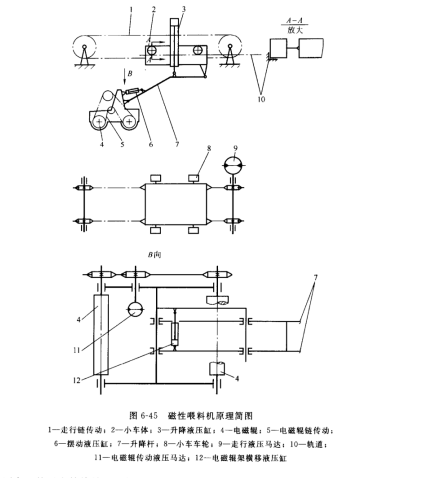
橫移裝置的作用(yòng)是將吸起的帶鋼頸對中六輥矯直機。橫移裝置由橫移液壓缸12、小車體 2及連杆組成。如圖6-45B向視圖所示,液壓缸工作,小(xiǎo)車相對於升降杆作橫向移動。
行走裝(zhuāng)置由鏈傳動1、行走輪 8、走行液壓馬達9 及軌道 10 等部件組成。液壓馬(mǎ)達通過鏈傳動牽(qiān)引小車在軌道上行走,實現了在機組線方向的移動。
磁性喂料裝置由液壓(yā)缸 3、升降杆7、擺動液壓缸 6、鏈(liàn)傳動5、電(diàn)磁輥 4 等部件組成。磁性喂料機工作過程如下。
①小車、升降缸及擺動缸相配合使電磁輥下移;②通電使(shǐ)電磁鐵產生磁力,吸住鋼卷卷頸;
③小車、升降缸及擺動(dòng)缸相配合將卷頸(jǐng)伸入六輥矯直機(jī)
④複位。
(四)開卷機
兩(liǎng)台開卷機同時工作,分別位於帶鋼卷兩側,開(kāi)卷機的主要(yào)功(gōng)能是當運卷小車將(jiāng)鋼卷送至開卷位置後,兩台開卷機由等待(dài)位置同時將兩個卷(juàn)筒移進鋼卷內孔,到位時,迅速(sù)脹開,
將鋼卷固定,然後卷筒旋轉,進行開卷。
開卷機由卷筒旋轉的主傳動裝置、卷筒脹縮裝置(zhì)、行走裝置及對中裝置(zhì)組成(chéng)。圖 6-46 所示為(wéi)開卷機工作原理簡圖。
主傳動裝置由直流電動機 5、聯軸節及製動器 4、減速器 3、卷筒主軸1、卷筒 2 等部件組成。電動機通過減速器帶動(dòng)卷筒主軸上大齒輪轉動,從而使卷筒主軸轉動。
卷筒脹縮裝置(zhì)由液壓(yā)回轉接頭 8、脹縮液壓缸(gāng) 7、拉杆11 等部件組成。液壓(yā)缸轉動,回轉接頭殼體不轉動,在其外殼上接進、回油管,回(huí)轉接頭起集流作用。液壓缸工作(zuò),通過拉杆使卷筒主軸(zhóu)左右移動(dòng),從而(ér)實現了卷(juàn)筒扇形板的脹縮。
行(háng)走裝置由行走液壓馬達9、底(dǐ)座 13 及底座上麵的(de)行走小車組成。液壓缸工作實(shí)現了(le)行走小車移(yí)動,使卷筒伸入鋼卷內孔或退回。
對中裝置由對中液壓缸 10、推杆 14 及對中推板(bǎn)15 組成。對中裝置的作用是使帶鋼卷
對中(zhōng)與機組線。






