
當前位置(zhì):鞏義(yì)市恒旭機械製(zhì)造有限公(gōng)司 > 行業資訊 > 正文
高速線材軋機一般是指較(jiào)大速度高(gāo)於 40m/s 的軋機。 無扭高速線材(cái)軋機大都采用單(dān)線(xiàn)軋製和軋後控冷,並在加(jiā)熱、軋製、精整方(fāng)麵都有新的技術的應用。其無扭高速線材軋機有∶懸臂型 45°高(gāo)速無扭線材軋機、德(dé)馬(mǎ)克無扭高速線材軋機、阿希洛型無扭高速線材軋機、摩根哈(hā)瑪型無扭高速線材軋機和 Y 型軋機等。以下著重介紹幾種典型的高速線材軋機。
一、懸(xuán)臂型45°無扭高速線材軋機
這種高速線材精軋(zhá)機命名為懸臂式 45°精軋機組,機組是小輾徑精軋(zhá)機,傳動軸與地平麵成 45°角,較高軋製速(sù)度達到 100m/s 以上。這種軋機具體分為摩根型(外齒傳動型)和(hé)克虜伯型(內齒傳動型)。
1.摩根無扭高速懸臂式 45°軋機
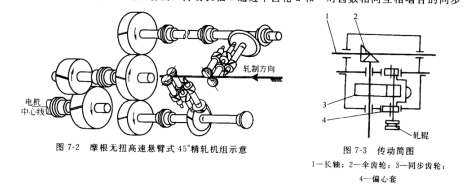
摩根無扭高速懸臂式45°精軋機組如圖 7-2 所示,電機經增速器、三聯(lián)齒輪箱(xiāng)、上下主軸、精密傘(sǎn)齒輪和(hé)斜齒輪帶動軋輥。
這種機組(zǔ)實現了無扭軋製。為適應高速線材軋製的需要軋輥材質為碳化鎢,取消了扭轉裝置,實現了無扭軋製。減少了廢品和劃傷。其辦法是使各架軋輥(gǔn)交錯互成 90°布(bù)置。並與地麵成(chéng)45°,這就(jiù)是"45°軋機"名稱的起因。
這種機組(zǔ)還解決了軋機振動問題,其辦法是取消了接軸或聯軸(zhóu)器,采用(yòng)精密螺旋傘齒輪(lún)與螺旋齒輪軋輾軸直接齧合連接(jiē),代替了普通(tōng)精(jīng)軋機上的(de)萬向接軸(zhóu)。由於不帶接軸,可使各回(huí)轉部分得到動平衡,保證軋機在高速下運行平穩,消除了經常性振動。摩根機組在軋鋼時的較大振幅為0.025~0.051mm。隻(zhī)要提高傳動零件的加工精度就有可能提高軋製速度,故齒(chǐ)輪均(jun1)按航空精度(dù)加工。
由於采(cǎi)用較小直徑(jìng)的(de)軋輾,使寬展減少,延伸係數大(dà)大增加,精(jīng)軋機組的平均延伸率可以達到1.258,同時(shí)軋製力和軋製力矩可以減少,由於傳動部件不受振動,這樣盤條單重大(dà)大增加,產量也大幅(fú)度提高。
從圖7-2和圖7-3 可(kě)以看出,傳動長軸1通過傘齒輪2和一對齒數(shù)相同互相齧合的同步齒輪3各自驅(qū)動軋輥軸,偏心(xīn)套 4用以(yǐ)調(diào)整輥縫,其結構如圖 7-4所示。這樣布置使兩根傳動長軸離軋製線均較(jiào)遠(yuǎn),以(yǐ)免軋,輥冷卻水和(hé)氧化鐵皮浸入(rù)齒輪。所有軋(zhá)機的軋輥均在操作側,使軋輥調整輥縫等操作方便,通常不超過。排水溝在軋機基礎外側,簡化了基礎結構。
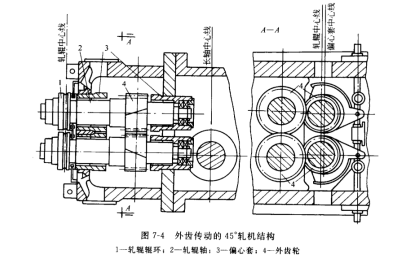
由於高速齒輪(lún)的加工和研磨,外齒比內(nèi)齒(chǐ)容易,因此,外齒齧合(hé)雖然當調整輥縫時齒輪。
齧(niè)合(hé)中心距有微小變化,但總的看來,目前認為外齒傳動的45°軋(zhá)機(jī)優點較多(duō)。
2.克虜伯無扭高速懸臂式45°軋機
克虜伯軋機機組的布置形式與摩根機型相(xiàng)仿, 也是采用偏心套機構(gòu)調整輥縫,如圖(tú) 7-5所示。各機架間的(de)轉數(shù)差由長軸上的傘齒(chǐ)輪配(pèi)速,所不同的是軋輾軸通過內齒輪傳動,其軋輥軸係安裝(zhuāng)在一個與壓下機構相連的偏心軸套內。在調整輾縫時,內齒輪(lún)副的(de)中心距不變,這是因為偏心套的旋轉中心軸與內齒輪的中心(xīn)軸在同一個軸線上,其結(jié)構如圖 7-6所示。內齒輪傳動因機架中(zhōng)多了一對齒(chǐ)輪
(見圖(tú)7-6),使得機架結構(gòu)較大。由於(yú)內齒難以研磨,影響了(le)加工精度,對進一(yī)步提高速度(dù)不利。因此軋製速(sù)度一般為50m/s 左右。
懸臂型 45°無扭高速線材軋機的優點如下。
①軋製速度達75m/s 以(yǐ)上,生產率(lǜ)高。
②)采用小輥徑軋(zhá)輥,延伸率高。
③成品尺寸精度高,直徑公差(chà)和橢圓度公差可達±0.1mm。
④ 線材表麵質量好。
⑤實現無扭軋製(zhì),事故停工少,使產量增(zēng)加。
⑥采用碳化鎢軋輥輥環,槽孔壽命長(zhǎng),操作效率高





