治理大型軋機(jī)支撐輥(gǔn)密封位腐蝕磨(mó)損的新工藝
發布時間:2021-09-29 瀏覽:次
隨著冷、熱軋機不斷向高(gāo)速化、大型(xíng)化(huà)、高精度方向發展,冷、熱軋機工(gōng)作輥硬度已經普遍提(tí)高,對(duì)與之配套的支承輥也提出了越來越高的要求。支承輥是軋機中的重要部件(jiàn),用來支承工作輥或中間輥,以(yǐ)防(fáng)工作輥出現撓曲變形(xíng)而影響板、帶的產量及質量。
軋機支撐輥密封位腐蝕磨損的原因(yīn):
軋機軋製過程中,由於軋機下支撐輥在軋製冷卻水(shuǐ)內浸泡,易造成支撐輥端麵密封位腐蝕,腐(fǔ)蝕(shí)後端麵表麵不平整,造成端(duān)麵密封磨損加劇,密封磨損後冷卻水進(jìn)入支撐(chēng)輥軸承位置,造成軸承出現腐蝕、磨損。
修複工(gōng)藝的選擇:
對於軋機支撐輥密封位腐蝕磨損的修複,一直(zhí)以來(lái)企業大都采用傳統的堆焊、刷鍍、熱噴塗等修(xiū)複工藝。這些傳統工藝在一段時間內的確幫助設備管理者解決了很多的設備難題,但(dàn)是隨著(zhe)現代化的生產及運維要求的(de)提高(gāo),這些傳統的修複工藝又因(yīn)複雜的施工(gōng)條件和現場環境的製約而受到(dào)限製。無論是堆焊後機加工還是熱(rè)噴塗方式,都避免不了熱應力無法消除的現象,容易造成軸的彎曲變形甚至會造(zào)成軸徑斷裂;而電刷鍍的方式隻適合磨損量很小的情況。
采用(yòng)索雷碳納米聚合物材料進(jìn)行現場修複(fù)已是現階段設備管理的重要(yào)技術手段,利用材料具有超強的粘(zhān)著力,優異的抗壓強度等綜合性能作為技術應用(yòng)支撐。免拆卸、免(miǎn)機加工現場修(xiū)複,既無補焊熱應力影響,修複厚度也不受限製。同時產品所具有的金屬材料不具備的退讓性,可吸收設備的衝擊(jī)震動,避免再次磨損(sǔn)的(de)可能,並(bìng)大大延(yán)長設(shè)備部件的使(shǐ)用壽命。
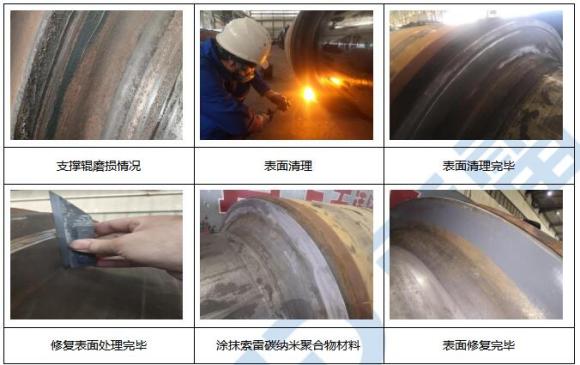
治理大型軋機支撐輥密封(fēng)位(wèi)腐蝕磨損的過程:
1、對待修(xiū)複表麵進(jìn)行烤油,完畢後對密封位置打磨清理氧化層,更換(huàn)切割片對表麵進行切槽,增加材料接觸麵積;
2、使用無水乙醇對修複表麵進行清理;
3、按比(bǐ)例調和(hé)SD7300材料,迅速塗抹到修複(fù)表麵,至(zhì)表麵平(píng)整光滑;
4、材料固化後對表麵(miàn)進行(háng)測量,用砂紙油石對(duì)表麵高(gāo)點進行(háng)修磨;
5、按比例調和SD7101H材料,塗抹到修複表麵,確保平整;
6、材料固化後測量修複表麵,對修複表麵進行修磨,保證修複(fù)表麵平整度。修(xiū)複(fù)完成。